存在下列情形之一的,应当认定为转包,但有证据证明属于挂靠或者其他违法行为的除外( )。
2022版教材P288
存在下列情形之一的,应当认定为转包,但有证据证明属于挂靠或者其他违法行为的除外:
(1)承包单位将其承包的全部工程转给其他单位(包括母公司承接建筑工程后将所承接工程交由具有独立法人资格的子公司施工的情形)或个人施工的。
(2)承包单位将其承包的全部工程肢解以后,以分包的名义分别转给其他单位或个人施工的。
(3)施工总承包单位或专业承包单位未派驻项目负责人、技术负责人、质量管理负责人、安全管理负责人等主要管理人员,或派驻的项目负责人、投术负责人、质量管理负责人、安全管理负责人中一人及以上与施工单位没有订立劳动合同且没有建立劳动工资和社会养老保险关系,或派驻的项目负责人未对该工程的施工活动进行组织管理,又不能进行合理解释并提供相应证明的。
(4)合同约定由承包单位负责采购的主要建筑材料、构配件及工程设备或租赁的施工机械设备,由其他单位或个人采购、租赁,或施工单位不能提供有关采购、租赁合同及发票等证明,又不能进行合理解释并提供相应证明的。
(5)专业作业承包人承包的范围是承包单位承包的全部工程,专业作业承包人计取的是除上缴给承包单位“管理费”之外的全部工程价款的。
(6)承包单位通过采取合作、联营、个人承包等形式或名义,直接或变相将其承包的全部工程转给其他单位或个人施工的。
(7)专业工程的发包单位不是该工程的施工总承包或专业承包单位的,但建设单位依约作为发包单位的除外。
(8)专业作业的发包单位不是该工程承包单位的。
(9)施工合同主体之间没有工程款收付关系,或者承包单位收到款项后又将款项转拨给其他单位和个人,又不能进行合理解释并提供材料证明的。
两个以上的单位组成联合体承包工程,在联合体分工协议中约定或者在项目实际实施过程中,联合体一方不进行施工也未对施工活动进行组织管理的,并且向联合体其他方收取管理费或者其他类似费用的,视为联合体一方将承包的工程转包给联合体其他方。
根据《招标投标法实施条例》,视为投标人相互串通投标的情形有( )。
某建设工程项目中标人与招标人签订合同并备案的同时,双方针对结算条款签订了与备案合同完全不同的补充协议。后双方因计价问题发生纠纷,遂诉至法院。法院此时应该( )作为结算工程款的依据。
关于施工图预算和施工预算的说法,错误的是( )。
根据《中华人民共和国招标投标法》及相关法规,对必须招标的项目,招标人行为符合要求的是( )。
关于施工成本控制的说法,正确的是( )。
关于建设工程管理内涵的说法,正确的是( )。
工业安装工程中,分部分项工程质量验收记录的检查评定结论由()编写。
某安装单位中标一综合机电总承包安装工程,合同造价3000 万元,项目施工内容包括:
净化空调系统(洁净度等级为N7)、储罐安装等。合同工期12 个月,2014 年8 月5 日开工。
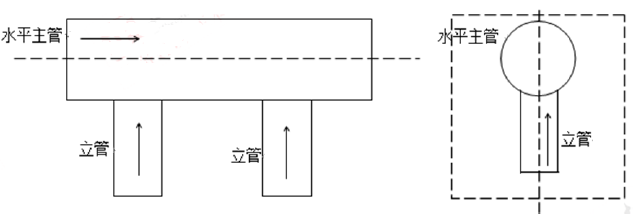
安装单位在施工前,对并联水泵出口接管图纸进行了施工优化,其中水平主管和立管的接管方式如下:
在空调系统调试中,安装单位发现风管在系统启动时产品颤动且有噪声,经查是风管制作原因导致,安装单位采取相应措施处理后系统恢复正常。风管连接时,安装单位采用S 形插条连接,安装完毕后进行漏风量检测,漏风量严重超标。监理单位要求安装单位整改。
安装单位的技术人员对储罐的罐底焊缝采用真空箱法进行严密性试验,并对罐壁采用充水方式进行强度及严密性试验。
该工程在2015 年8 月5 日竣工验收,建设单位在2017 年8 月26 日发现空调不制冷后要求安装单位进行质量保修。
问题:
1.并联水泵出口水平主管与立管的接管方式是否正确?说明理由。画出正确的接管示意图(单线图)。
2.此工程的风管系统属于何种压力等级?分析造成风管颤动及噪声的制作原因。
3.分析风管漏风量严重超标的原因,应如何整改。
4.真空箱法的试验最低负压值是多少?简述罐壁的强度及严密性试验充水方法和合格标准。
5.安装单位是否应对空调系统进行质量保修?说明理由。写出该空调工程质保期的结束时间。
某制氧站经过招投标,由具有安装资质的公司承担全部机电安装工程和主要机械设备的采购。安装公司进场后,按合同工期,工作内容,设备交货时间,编制了施工进度计划如表1。
表1施工进度计划
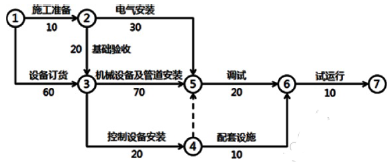
在计划实施过程中,电气安装滞后10天,调试滞后3天。
A公司在设备采购时,在性价比方面对制造厂商进行了咨询,从中选择了备选厂商,进行了邀请招标。
在制氧机法兰和管道法兰连接时,施工班组未对法兰的偏差进行检验,即进行法兰连接,遭到项目工程师的制止。
整个工程施工完毕后,经过中间交接,建设单位组织了联动试运行,生产线各项指标均达到要求。
问题:
1.根据表1计算总工期需多少天?电气安装滞后及调试滞后是否影响总工期?并分别说明理由。
2.在选择供应商时,应考虑哪些因素?
3.制氧机在固定后,应如何与管道连接?
4.联动试运行生产线应达到什么要求?
金属罐中幅板焊接时,控制焊接变形的主要工艺措施有( )。