当前位置:首页 → 建筑工程 → 一级建造师 → 一建市政公用工程实务->某公司承接了某市高架桥工程,桥幅宽25m,共14跨,跨径为1
某公司承接了某市高架桥工程,桥幅宽 25m,共 14 跨,跨径为 16m,为双向六车道,上部结构为预应力空心板梁,半幅桥断面示意图如图 2 所示。

合同约定4月 1日开工,国庆通车,工期6个月。其中,预制梁场(包括底模)建设需要 1个月,预应力空心板梁预制(含移梁)需要 4个月,制梁期间正值高温,后续工程施工需要1 个月。每片空心板预制只有7天时间,项目部制定的空心板梁施工工艺流程依次为:钢筋安装→C→ 模板安装→钢绞线穿束→D→养护→拆除边模→E→压浆→F,移梁让出底模。
项目部采购了一批钢绞线共计 50t,抽取部分进行了力学性能试验及其他试验,检验合格后用于预应力空心板制作。
【问题】
1.写出图 2 桥面铺装层中 A、B 的名称。
2.写出图中桥梁支座的作用,以及支座的名称。
3.列式计算预应力空心板梁加工至少需要的模板数量。(每月按 30 天计算)
4.补齐项目部制定的预应力空心板梁施工工艺流程,写出 C、D、E、F 的工序名称。
5.项目部采购的钢绞线按规定应抽取多少盘进行力学性能试验和其他试验?
1.A-铺装面层,B-基层混凝土。
2.支座作用:桥跨结构与桥墩或桥台的支承处设置的传力装置,不仅要传递很大的荷载,并且还要保证桥跨结构能产生一定的变位。
支座名称:板式橡胶支座。
3.桥幅宽 25m,每跨有 24 片空心板梁,共 14 跨,所以共有空心板梁 24×14=336 片。
1 个模板的空心板梁预制时间:336×7=2352 天,已知预应力空心板梁预制(含移梁)需要 4 个月,则需要的模板数量为:2352÷120=19.6,所以预应力空心板梁加工至少需要的模板数量为 20 个。
4.C-预留管道,D-浇筑混凝土,E-张拉钢绞线,F-封锚混凝土。
5.应抽取 3 盘,并从每盘所选的钢绞线任一端截取一根试样,进行力学性能试验和其他试验。
根据《招标投标法实施条例》,视为投标人相互串通投标的情形有( )。
某建设工程项目中标人与招标人签订合同并备案的同时,双方针对结算条款签订了与备案合同完全不同的补充协议。后双方因计价问题发生纠纷,遂诉至法院。法院此时应该( )作为结算工程款的依据。
关于施工图预算和施工预算的说法,错误的是( )。
根据《中华人民共和国招标投标法》及相关法规,对必须招标的项目,招标人行为符合要求的是( )。
关于施工成本控制的说法,正确的是( )。
关于建设工程管理内涵的说法,正确的是( )。
工业安装工程中,分部分项工程质量验收记录的检查评定结论由()编写。
某安装单位中标一综合机电总承包安装工程,合同造价3000 万元,项目施工内容包括:
净化空调系统(洁净度等级为N7)、储罐安装等。合同工期12 个月,2014 年8 月5 日开工。
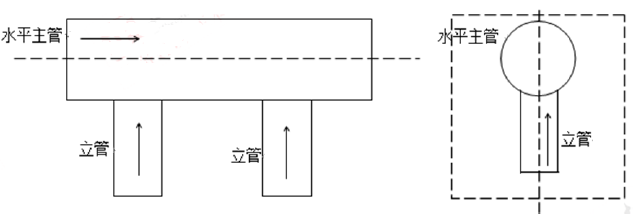
安装单位在施工前,对并联水泵出口接管图纸进行了施工优化,其中水平主管和立管的接管方式如下:
在空调系统调试中,安装单位发现风管在系统启动时产品颤动且有噪声,经查是风管制作原因导致,安装单位采取相应措施处理后系统恢复正常。风管连接时,安装单位采用S 形插条连接,安装完毕后进行漏风量检测,漏风量严重超标。监理单位要求安装单位整改。
安装单位的技术人员对储罐的罐底焊缝采用真空箱法进行严密性试验,并对罐壁采用充水方式进行强度及严密性试验。
该工程在2015 年8 月5 日竣工验收,建设单位在2017 年8 月26 日发现空调不制冷后要求安装单位进行质量保修。
问题:
1.并联水泵出口水平主管与立管的接管方式是否正确?说明理由。画出正确的接管示意图(单线图)。
2.此工程的风管系统属于何种压力等级?分析造成风管颤动及噪声的制作原因。
3.分析风管漏风量严重超标的原因,应如何整改。
4.真空箱法的试验最低负压值是多少?简述罐壁的强度及严密性试验充水方法和合格标准。
5.安装单位是否应对空调系统进行质量保修?说明理由。写出该空调工程质保期的结束时间。
某制氧站经过招投标,由具有安装资质的公司承担全部机电安装工程和主要机械设备的采购。安装公司进场后,按合同工期,工作内容,设备交货时间,编制了施工进度计划如表1。
表1施工进度计划
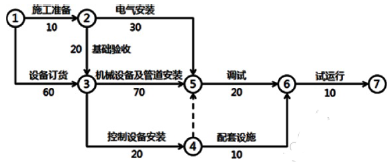
在计划实施过程中,电气安装滞后10天,调试滞后3天。
A公司在设备采购时,在性价比方面对制造厂商进行了咨询,从中选择了备选厂商,进行了邀请招标。
在制氧机法兰和管道法兰连接时,施工班组未对法兰的偏差进行检验,即进行法兰连接,遭到项目工程师的制止。
整个工程施工完毕后,经过中间交接,建设单位组织了联动试运行,生产线各项指标均达到要求。
问题:
1.根据表1计算总工期需多少天?电气安装滞后及调试滞后是否影响总工期?并分别说明理由。
2.在选择供应商时,应考虑哪些因素?
3.制氧机在固定后,应如何与管道连接?
4.联动试运行生产线应达到什么要求?
金属罐中幅板焊接时,控制焊接变形的主要工艺措施有( )。